نوار مرده در شیر کنترل چگونه ایجاد می شود؟
dead band در یک کنترل ولو با اصطکاک بسته، نیروهای نامتعادل و برخی عوامل دیگر در مجموعه شیر کنترل رخ می دهد.
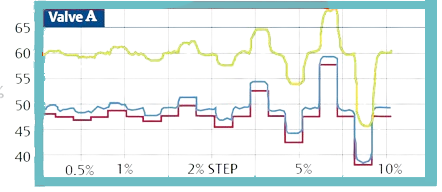
شیر کنترل باند مرده محدوده ای است که یک سیگنال اندازه گیری شده می تواند بدون شروع پاسخ از محرک تغییر کند.
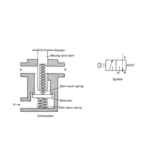
مفهوم نوار مرده برای محرک کنترل ولو مستقیم و معکوس در زیر نمایش شماتیک نشان داده شده است.

هر اکچویتور کنترل ولو با یک فنر ثابت ساخته شده است.
یک باند مرده در اکچویتور شیر به فنر ثابت متصل است.
نوار مرده بر عملکرد کنترل ولو در طول کنترل خودکار حلقه تأثیر می گذارد.
تحمل حلقه کنترل برای باند مرده بسته به پاسخ آن حلقه بسیار متفاوت است.
یک نوار مرده در حال افزایش یا عریض شدن در یک شیر کنترل، یک پاسخ کنترل جریان یا کند ایجاد می کند.